 By
Jon Eakes
By
Jon Eakes 
Why get complicated
with Saw Blades?
...because efficiency leads to profit
Most of us probably have a carbide-tipped combination blade in our circular
saw, a fairly fine-toothed carbide blade in our mitre saw and, perhaps, a large
combination blade in our table saw. Pushed further, you might not know much
about the blades you use. When sharp, they cut pretty well.
It is kind of funny to think that we work seriously at efficiencies in our furnaces
and in our vehicles, but never think how we could double or triple the power
of our saws or spend less time with chipping and splintering by looking at the
efficiencies of specialty saw blades. In reality, taking the time to switch
a saw blade can often save you much more time in getting the job done, not to
mention less wear on your saw.
I love the definition of a combination blade as "one that cuts equally
poorly in both directions." If you look at the teeth of a combination blade,
either they are some compromise between rip and cross-cut teeth, or you will
find four-pointed cross cut teeth and one rip tooth with a large gully before
it to clear the shavings. In either case, these blades are useful but never
work to maximum efficiency.
Blade choices for shop uses get very specific, but even on construction sites
we need to be aware of some important differences because we should cut different
materials with different tools. Although most saw blade companies make a variety
of products, I am using illustrations here from the Freud catalogue; they have
really taken all elements of saw blades to perfection.
|
Carbide
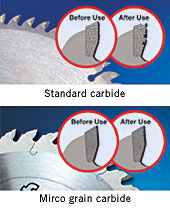
It is important to realize that the carbide itself varies tremendously. On a
microscopic level, carbide is an accumulation of little grains of metal. You
can't make a tooth sharper than its smallest grain. Freud likes to brag that
it makes its own "micro grain carbide" that gets sharper and stays
sharper longer than standard carbide teeth. Teeth get dull by pieces of the
grain popping off, so if the grain is larger, the blade gets dull faster. Sharper
teeth require less power to make a cut and finer grains mean more cutting between
sharpening.
Along with grain size is the fact that if carbide is formulated for impact resistance,
it will not stay as sharp; if formulated as extra hard carbide for sharpness,
it will not withstand impact as well. You should match the teeth to the working
stress it will encounter. Renovation blades designed to easily cut through that
occasional nail are not finishing blades designed for a splinter free edge.
Also, when looking at blades at the store, you need to realize that the ability
to re-sharpen a blade is related to the thickness of the carbide. More expensive
blades can be sharpened more times than a less expensive one, and often the
lifespan cost of the blade is less.
Tooth shapes and angles
Saw blade teeth have different shapes for different purposes. The Alternate
Top Bevel Grind tooth represent the standard cross-cutting or even multiple-purpose
tooth. It scores the fibres on each side of the kerf and the wood in the middle
just kind of pops out. The High ATB grind is less durable but sharper, creating
even fewer splinters, which is particularly useful for clean cuts in pine and
cedar.

The Flat Top Grind tooth is the basic rip tooth. It is like a chisel that literally
pulls out a shaving, the reason for a rather large gully in front of the tooth.
Use it in a cross cut application and it makes splinters like crazy because
there are no points slicing across the fibres. The very common multiple tooth
combination blade uses both the ATB and the Flat rip with the pointed teeth
just a bit further out than the flat top tooth.
|
The Triple Chip Grind is
often used in combination with a Flat Top tooth. It is specifically for melamine
and other composite materials that would destroy the narrow points of the ATB
teeth through heat build-up, but where you are not working with wood grain.
The hook angle of
the tooth (H in the drawing above), the angle between the radius of the blade
and the face of the tooth, is important as well. It can vary from an aggressive
25° for serious ripping, to a negative 7° for cutting nails or for use
on sliding mitre saws where you do not want the blade to grab and throw the
wood. Negative angles don't cut, but rather scrape their way through the material.
 |
Years ago you may have learned
as I did to take a fine-toothed blade and install it backward for cutting thin
sheet material - both plastic and metal. Now they make negative hook angle blades
to accomplish the same clatter-free cut on both vinyl and aluminum siding as
well as aluminum extrusions and plastic pipe. That funny reversed bump on many
renovation blades is an anti-kickback device that allows for a very aggressive
tooth angle for fast cutting while the heel prevents the blade from biting too
much at once. It does cause rub and limits speed but adds safety and prevents
motor binding.
 |
Choosing the right blade
How many teeth should your saw blade have? That really depends on what you are
cutting and why you are cutting it. Fewer teeth will cut faster, more teeth
will cut cleaner. But too many teeth going through a thick material will clog
up and burn, so it is also a function of the thickness of the material you are
cutting. The chart above will help you to find the right blade. Start with the
thickness of material you are cutting on the bottom scale and go up. Choose
the cross cut or ripping zone. From the centre of the zone go left to the number
of teeth. The higher end of the zone will cut cleaner, the lower will cut faster
and the centre is a good average.
 |
How about coatings on blades?
It is simple if you have a microscope. Coatings are in fact very useful where
there is a lot of glue or sap because even polished metal has a rough surface
that can collect wood residue. The coatings fill in those gaps, giving the residue
no valleys to collect in. This in turn causes the blade to run cooler, giving
it even less of a tendency to collect junk and less drag on your motor.
The strange cut-outs you
see in many blades serve two purposes. The relief from the outer edge, a question
mark shape on Freud blades, allows the outer rim to expand with heat without
warping the disk. This cuts down on vibration because the blade remains flatter,
reducing chipping. But cut-outs can create noise and some companies have tried
to "plug the expansion hole" with an insert, which doesn't always
stay put. That is why Freud created the question mark shape: give the blade
the relief it needs but leave the plug there as part of the blade.
The snake-shaped laser cuts
in the body of larger table saw blades gives the blade a "dead" sound
when you tap it. These "dead" blades eliminate the need for stabilizing
hubs and simply do not vibrate, a real advantage when cutting melamine or fine
moulding joints.
 |
What is that really weird
blade with gaping slots cut right through it? It is essentially a ventilated
blade specifically designed for working with wet decking lumber, preventing
heat build-up and binding. Try the coated one and you will be amazed, but don't
expect a furniture grade cut.
With the advent of battery operated saws we have seen the demand for blades
that require less power to cut the same wood - hence the advent of the "thin"
blades, 1/3 to 1/2 the thickness of regular blades. They simply remove less
wood, using less power, giving us longer battery life. Why wouldn't we use thin
blades for everything? Because thin blades will vibrate more and don't give
us as clean a cut as a thicker and more stable blade. Also, the carbide tooth
is smaller, heats more and doesn't hold its cutting edge as long. But for general
carpentry, they are a good choice and a necessity for cordless tools.
Of course many an "improper" blade will get the job at hand done,
but the right blade will do it better, safer and with less wear on your saw.
Learning to change blades quickly is time better spent than learning how to
"get by" with the wrong blade. HB
Montreal-based TV broadcaster, author, home renovation and tool expert
Jon Eakes provides a tool feature in each edition of Home BUILDER.
www.JonEakes.com
TOP









